|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ШПОНОЧНОГО ПАЗА ОТВЕРСТИЯ |  |
Номер публикации патента: 2183819 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | G01B005/24 G01B005/25 G01B005/18 | | Аналоги изобретения: | RU 2153151 С1, 2000. SU 1229558 А1, 1986. SU 419714 А1, 1974. US 2770045 А, 1956. |
| Имя заявителя: | Тверской государственный технический университет | | Изобретатели: | Архаров А.П.
Ворохобин Д.М. | | Патентообладатели: | Тверской государственный технический университет |
Реферат | |
Изобретение относится к измерительной технике, в частности к способам для измерения ширины и отклонения расположения шпоночного паза относительно оси отверстия. Объект измерения 4 базируют в корпусе 3 путем установки его отверстием на центрирующие пальцы 1 и 2, обеспечивая при этом контакт измерительного щупа 5 с боковой поверхностью 7 проверяемого паза. Выверяют взаимное угловое положение объекта измерения 4 и корпуса 3 путем возвратно-поворотных движений объекта измерения 4 на центрирующих пальцах 1 и 2 и измерительного щупа 5 со штоком 6 вокруг оси упомянутого штока. Возвратно-поворотные движения измерительного щупа 5 осуществляют в плоскости, параллельной продольным осям центрирующих пальцев 1 и 2. Выверкой достигают неизменности показаний отсчетной головки 8 при упомянутых движениях измерительного щупа 5. Снимают первый отсчет. Вводят измерительный щуп 5 в контакт с другой боковой поверхностью 9 проверяемого паза, а затем поочередно с крайними боковыми точками г и д отверстия объекта измерения 4, снимая на отсчетной головке 8 соответственно второй, третий и четвертый отсчеты. По разнице первых двух отсчетов и с учетом диаметра измерительного щупа 5 определяют ширину шпоночного паза, а по полуразности двух размахов, вычисленных соответственно по разностям первого и четвертого, второго и третьего отсчетов, определяют отклонение от симметричности. Технический результат: повышение точности измерения. 2 ил.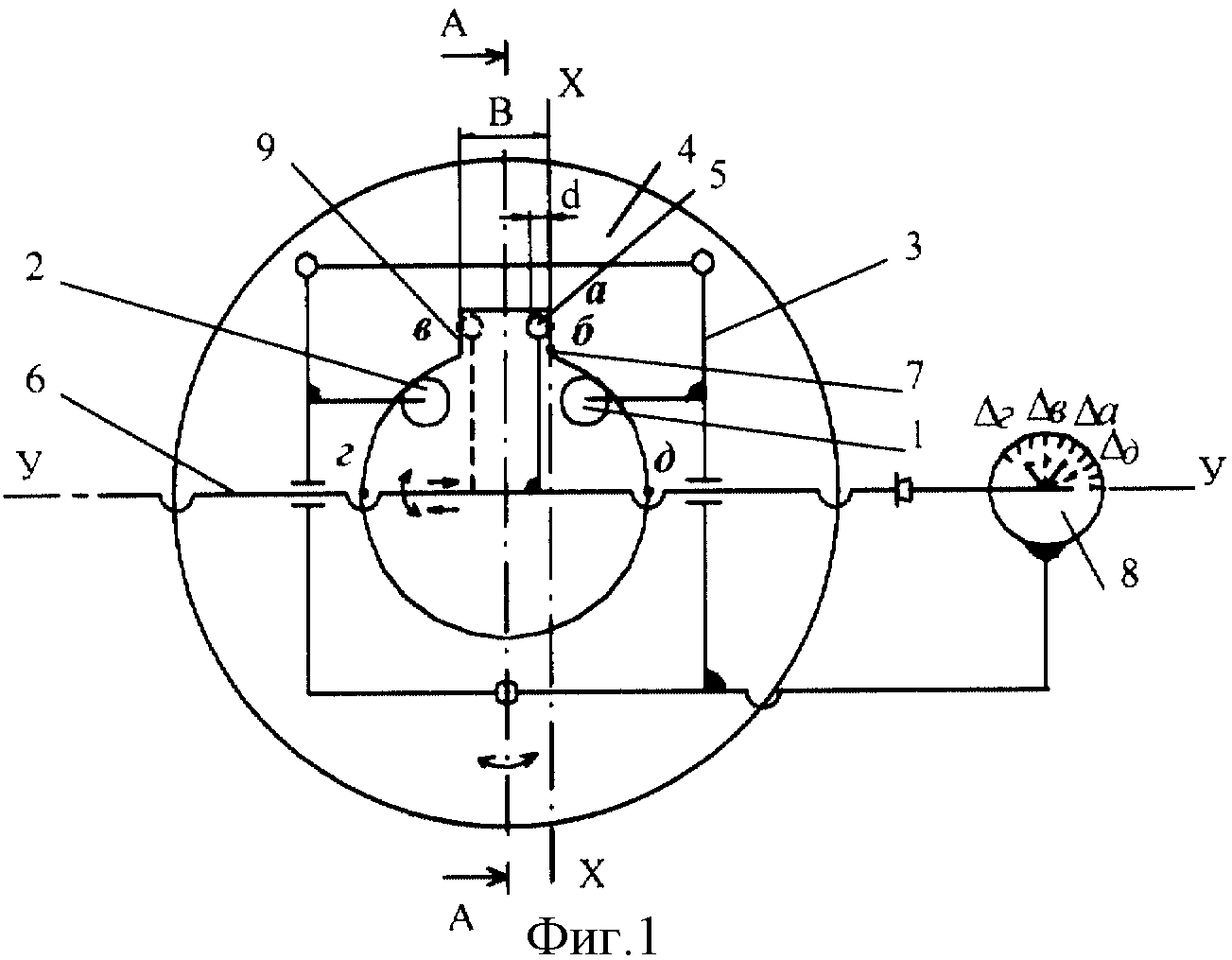
|
 Получить полное описание патента
Получить полное описание патента