|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ |  |
Номер публикации патента: 2168565 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C25F003/16 | | Аналоги изобретения: | US 5028304, 02.07.1991. RU 2116391 C1, 27.07.1998. DD 257274 А1, 08.06.1988. ГРИЛИХЕС С.Я. Обезжиривание, травление и полирование металлов. - Л.: Машиностроение, 1983, с. 84-99. |
| Имя заявителя: | Мирзоев Рустам Аминович | | Изобретатели: | Мирзоев Р.А.
Стыров М.И.
Степанова Н.И.
Майоров А.И. | | Патентообладатели: | Мирзоев Рустам Аминович
Стыров Михаил Иванович
Степанова Наталья Ильинична
Майоров Александр Иванович |
Реферат | |
Заявляемый способ относится к металлообработке, а конкретно - к области электрохимического полирования металлических изделий. Способ электрохимического полирования заключается в том, что обрабатываемое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой. Процесс электрохимического полирования осуществляют в два этапа, на первом из которых к обрабатываемому изделию прикладывают электрическое напряжение 90 - 190 В и выдерживают изделие при этом напряжении в течение 0,1 - 5 с, а на втором этапе это напряжение увеличивают до 200 - 400 В и поддерживают постоянным до окончания процесса полирования, при этом обеспечивают беспрерывную подачу электрического напряжения на каждом из этапов электрохимического полирования, включая момент перехода от первого этапа ко второму. При реализации способа используют водный раствор солей, значение pH которого находится в пределах 4 - 9. В случаях полирования изделий из титана и титановых сплавов, циркония и циркониевых сплавов используют водные растворы электролитов, в состав которых входят соли борфтористоводородной, кремнефтористой, гексафтортитановой или плавиковой кислот. Технический результат: расширение круга обрабатываемых материалов при одновременном уменьшении пиковой мощности используемого источника питания. 1 табл., 2 ил.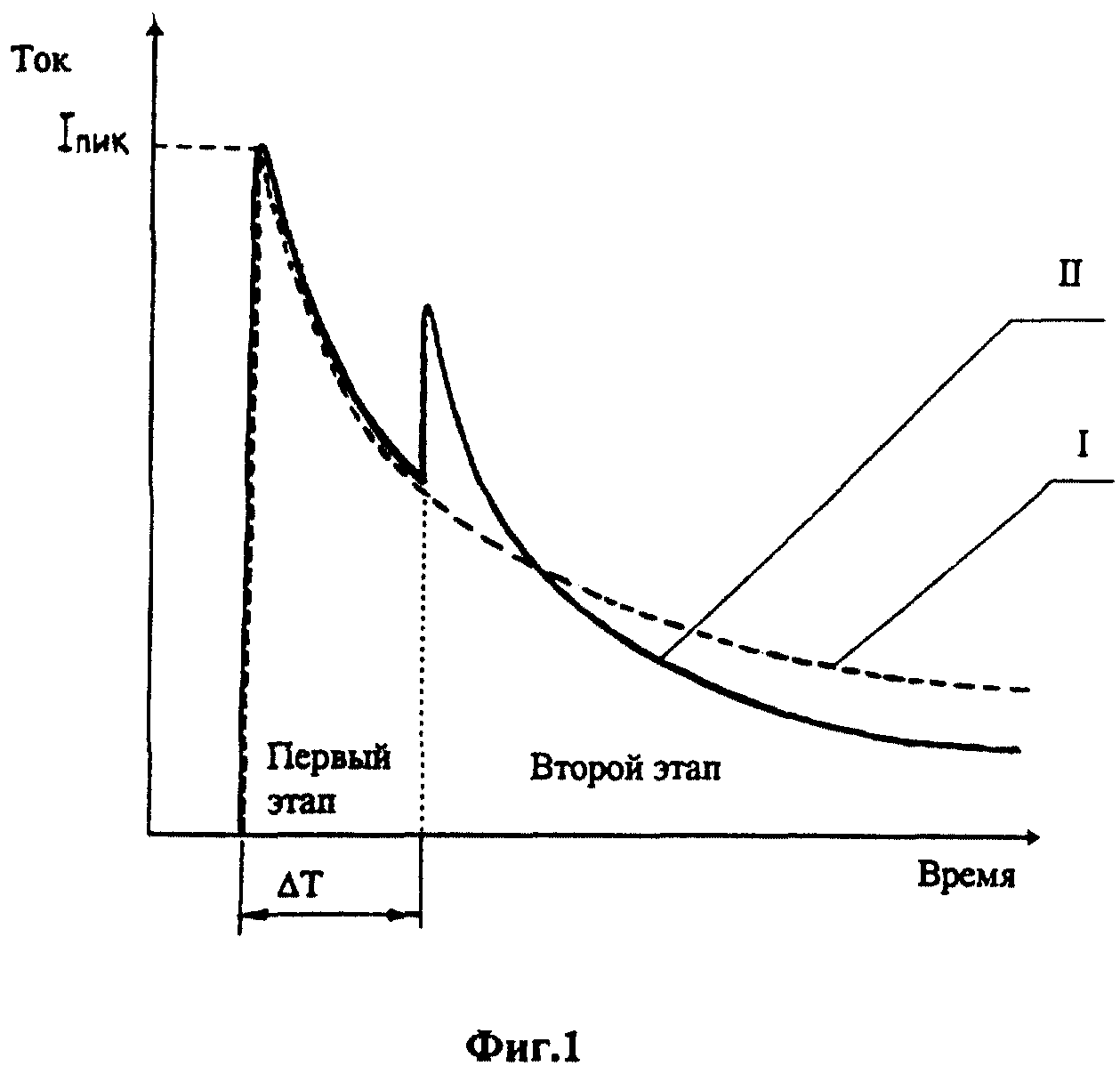
|
 Получить полное описание патента
Получить полное описание патента