|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАННЫ СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ ТИПА ПЛАСТИН, В ЧАСТНОСТИ ПЕЧАТНЫХ ПЛАТ |  |
Номер публикации патента: 2166005 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | C23G003/00 C25D017/02 B08B003/02 | | Аналоги изобретения: | RU 2097447, 27.11.1997. RU 2097446, 27.11.1997. RU 2036256, 27.05.1995. SU 406977, 21.11.1973. ГОСТ 9.314.90. Вода для гальванического производства и схемы промывки. С. 6, чер. 1. |
| Имя заявителя: | Алексеев Андрей Николаевич | | Изобретатели: | Алексеев А.Н. | | Патентообладатели: | Алексеев Андрей Николаевич |
Реферат | |
Использование: при изготовлении ванн струйной промывки деталей типа пластин как для стационарных участков, так и для автоматизированных (механизированных) линий гальванохимической обработки и(или) очистки поверхности печатных плат и изделий (пластин) электронной техники, размещаемых на подвесках. Сущность: в известном способе изготовления ванны струйной промывки деталей типа пластин, в частности печатных плат, включающем формирование с помощью сварки или литья резервуара прямоугольной формы, состоящего из двунаклонного днища со сливным отверстием, боковых и торцевых стенок, размещение в верхней части резервуара распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых по ширине и высоте формируемой последними зоны струйной обработки трубопроводов и соединение их с подводящими моющую жидкость коллекторами и сливными трубопроводами, соответственно, резервуар выполняют в виде последовательно сочленяемых по его торцевым и боковым стенкам, в том числе и по горизонтальным бортам последних, модулей: технологического, включающего двунаправленное днище со сливным отверстием и служащего для размещения в нем подвески с печатными платами; интенсивной струйной промывки, служащего для размещения в нем или реализации в его конструкции распределительных коллекторов с расположенными под ними в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых по ширине и высоте формируемой последними зоны струйной обработки трубопроводов; малонапорной жидкостной и/или воздушной струйной обработки и улавливания брызг и капель обрабатывающей среды, содержащего дополнительные элементы формирования пучков параллельных струй обрабатывающей среды, установленные над соответствующими распределительными коллекторами, и направляющие для стока брызг и капель жидкой обрабатывающей среды; также крышки ванны, выполненной в виде  образного фланца с размерами окна, по крайней мере, совпадающего с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем малонапорной жидкостной и/или воздушной струйной обработки и улавливания брызг и капель обрабатывающей среды, верхние и нижние кромки торцевых стенок которых соответственно выполняют для этого со сквозными пазами соответствующего профиля, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов L-образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, причем процесс изготовления модулей, их отдельных частей и крышки резервуара производят также и с помощью формирования, склеивания и(или) механического крепежа соединяемых поверхностей с использованием операций фрезерования при формовании в них соответствующих отверстий, пазов и окна образного фланца с размерами окна, по крайней мере, совпадающего с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем малонапорной жидкостной и/или воздушной струйной обработки и улавливания брызг и капель обрабатывающей среды, верхние и нижние кромки торцевых стенок которых соответственно выполняют для этого со сквозными пазами соответствующего профиля, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов L-образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, причем процесс изготовления модулей, их отдельных частей и крышки резервуара производят также и с помощью формирования, склеивания и(или) механического крепежа соединяемых поверхностей с использованием операций фрезерования при формовании в них соответствующих отверстий, пазов и окна  образного фланца. Изобретение обеспечивает расширение технологических и функциональных возможностей способа, повышение унификации и надежности оборудования, снижения вероятности попадания брызг на оборудование вне ванны, сокращение расхода материалов на изготовление ванны. 4 з.п. ф-лы, 2 ил. образного фланца. Изобретение обеспечивает расширение технологических и функциональных возможностей способа, повышение унификации и надежности оборудования, снижения вероятности попадания брызг на оборудование вне ванны, сокращение расхода материалов на изготовление ванны. 4 з.п. ф-лы, 2 ил.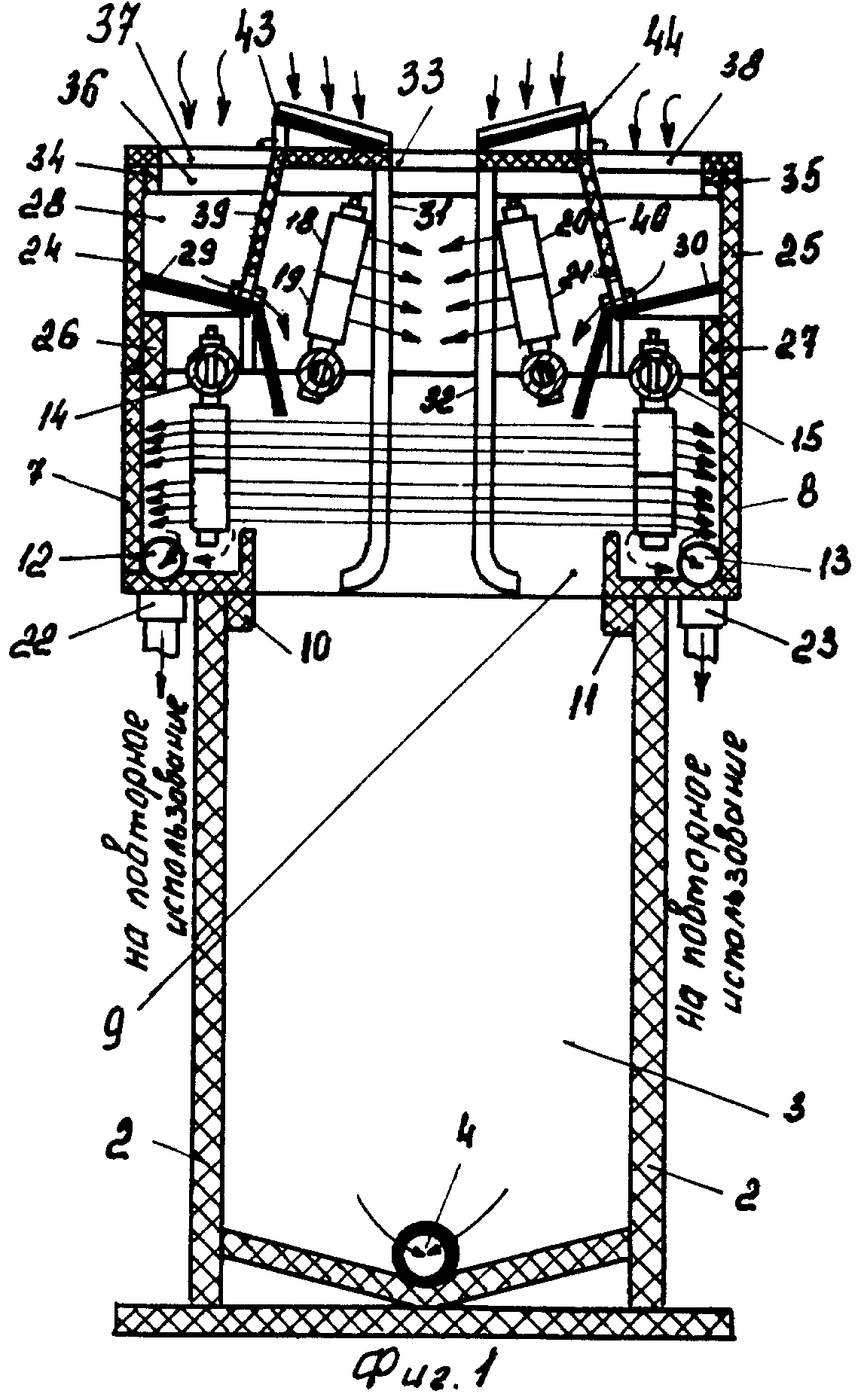
|
 Получить полное описание патента
Получить полное описание патента