|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ШЛИФОВАНИЯ |  |
Номер публикации патента: 2162398 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B001/00 B24B007/02 B24B005/12 B24B045/00 | | Аналоги изобретения: | SU 1796414 А1, 23.02.1993. RU 2100177 С1, 27.12.1997. RU 2103153 С1, 27.01.1998. SU 1611714 А1, 07.12.1990. SU 1194662 А, 30.11.1985. US 1976233, 28.10.1929. |
| Имя заявителя: | Орловский государственный технический университет | | Изобретатели: | Степанов Ю.С.
Афонасьев Б.И. | | Патентообладатели: | Орловский государственный технический университет |
Реферат | |
Изобретение относится к металлообработке. Используется при шлифовании труднообрабатываемых материалов на плоско-, круглошлифовальных станках, станках с ЧПУ, гибких производственных модулях для финишных операций. Способ осуществляют двумя шлифовальными кругами с одинаковыми диаметрами. Последние располагают на коаксиальных соосных валах и сообщают им вращение в противоположных направлениях и движение подачи. Заготовке сообщают возвратно-поступательное перемещение относительно кругов. Первый круг устанавливают жестко на полом валу под углом α к плоскости, перпендикулярной оси вращения. Второму кругу сообщают осцилляцию, для чего его устанавливают на сферической шейке центрального вала с помощью сопряженной с последней планшайбы. Торец упомянутой планшайбы предназначен для контакта с торцовым кулачковым механизмом осцилляции, который является планшайбой первого круга. Наружную периферийную поверхность второго круга заправляют по сфере и располагают симметрично относительно центра сферы шейки. Способ обеспечивает повышение производительности обработки при сохранении качества изделия, бесприжоговость обработки и снижение энергозатрат на единицу объема снимаемого металла. 3 ил.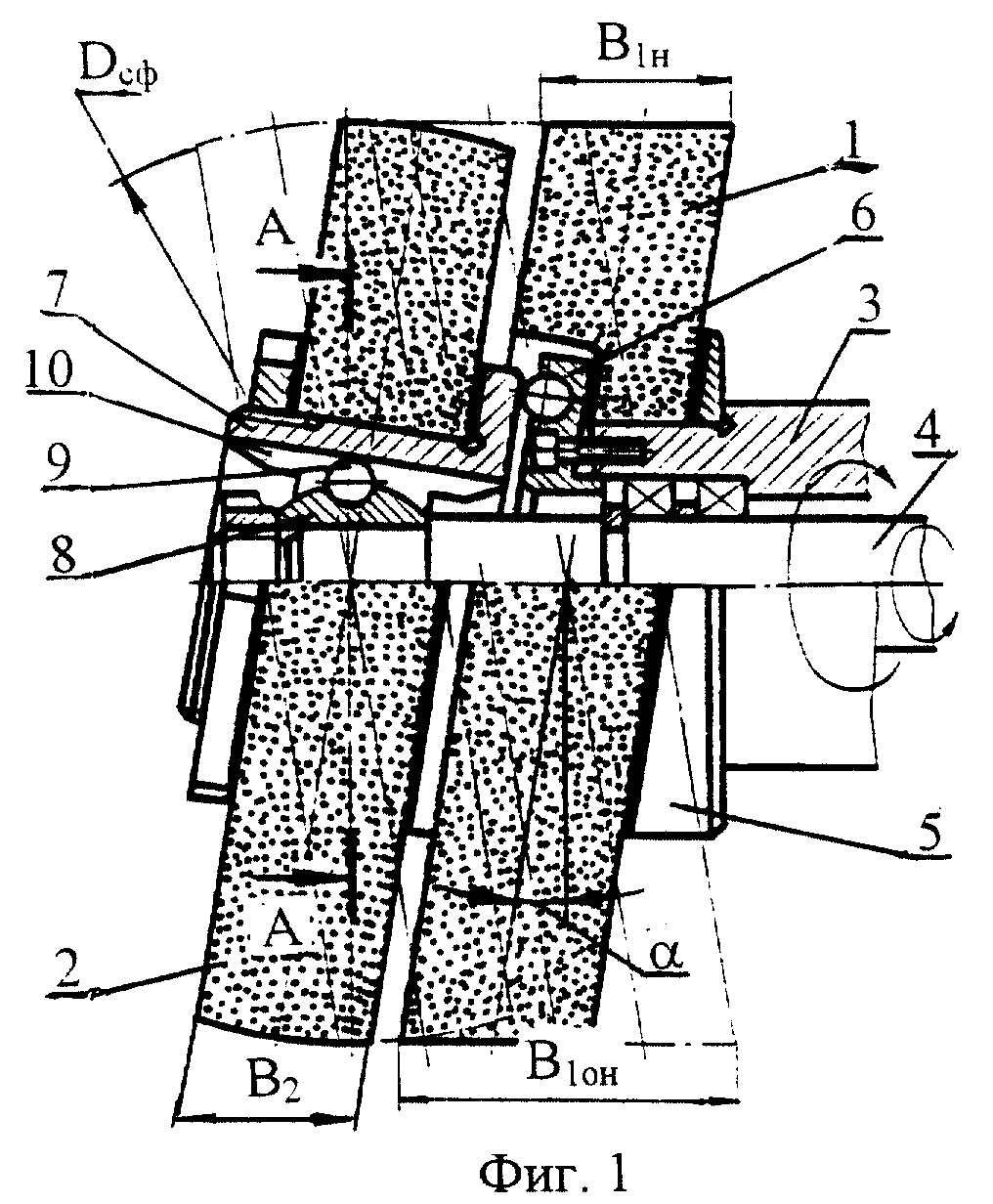
|
 Получить полное описание патента
Получить полное описание патента