|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ |  |
Номер публикации патента: 2167040 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B24B007/04 | | Аналоги изобретения: | Машиностроение, энциклопедия в сорока томах/Под ред. Черпакова Б.И. - М.: Машиностреоние, 15.03.99, т.IV-7, с.578. FR 2417368, 19.10.1979. US 3704555, 05.12.1972. SU 1114526 A, 23.09.1984. SU 973312, 15.11.1982. SU 1093492, 23.05.1984. |
| Имя заявителя: | Раховский Вадим Израилович | | Изобретатели: | Раховский В.И.
Гандельсман В.Б. | | Патентообладатели: | Раховский Вадим Израилович |
Реферат | |
Изобретение относится к области машиностроения и может быть использовано в различных отраслях народного хозяйства для суперпрецизионной обработки резанием преимущественно тонких пластин. Станок содержит станину с двумя оппозитно расположенными вертикальными стойками, между которыми расположен стол с вращающейся планшайбой. Средства базирования и фиксации обрабатываемых изделий выполнены в виде установленной на базовой поверхности планшайбы сменной плиты с эксцентрично встроенными относительно оси вращения планшайбы вакуумными патронами. Два автономно управляемых шпинделя для установки шлифовальных кругов смонтированы с возможностью возвратно-поступательного перемещения относительно стоек поперек обрабатываемой поверхности. Каждый шпиндель кинематически связан с траверсой, жестко связанной с вертикальными стойками, посредством оси, установленной с возможностью возвратно-поступательного перемещения, и рычага, смонтированного на упомянутой оси с возможностью ограниченного поворота вдоль обрабатываемой поверхности совместно со шпинделем. Последний установлен в зоне свободного конца соответствующего рычага с возможностью возвратно-поступательного микроперемещения поперек обрабатываемой поверхности посредством автономного привода микроперемещений, связанного с датчиком активного контроля обрабатываемой поверхности изделия. Использование указанной конструкции позволяет обеспечить высокое качество обработанной поверхности, компенсацию температурных, силовых и иных погрешностей. 2 з.п. ф-лы, 3 ил.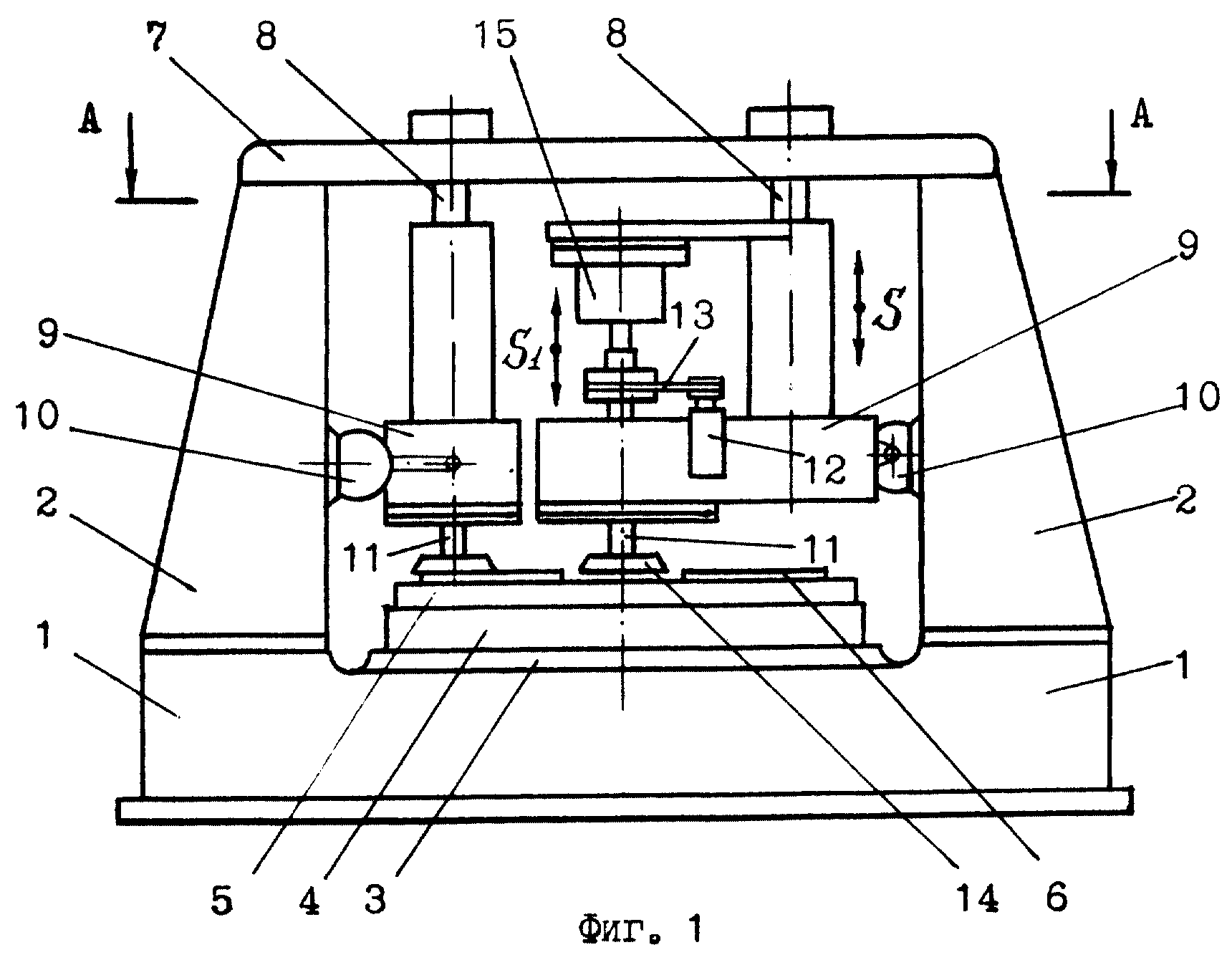
|
 Получить полное описание патента
Получить полное описание патента