|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ |  |
Номер публикации патента: 2164202 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23P015/00 B23P017/04 | | Дополн. коды МПК: | F41A021/00 | | Аналоги изобретения: | Ближайший аналог не обнаружен. RU 2055701 C1, 10.03.1996. SU 588708, 30.09.1984. SU 614900, 05.06.1978. SU 1710214 A1, 07.02.1997. RU 2092764 C1, 10.03.1996. УТКИН Н.Ф. и др. Обработка глубоких отверстий. - Л.: Машиностроение, Ленинградское отделение, 1988, с. 90, 91, рис. 4.1.б. |
| Имя заявителя: | ОАО Пермский научно-исследовательский технологический институт | | Изобретатели: | Шендеров И.Б.
Наседкин В.И.
Малафеев А.С.
Родионов В.В.
Тихонов В.Н.
Кузнецов С.В.
Пигалев Р.М. | | Патентообладатели: | ОАО Пермский научно-исследовательский технологический институт |
Реферат | |
Изобретение относится к технологии изготовления деталей и узлов оружия, в частности к технологии изготовления орудийных стволов. Для повышения качества за счет получения ствола без весового прогиба в пушке заготовку ствола устанавливают в горизонтально-расточном станке, снабженном вертлюжной бабкой с двумя четырехкулачковыми патронами и кольцевым люнетом, выверяют заготовку, растачивают в ней канал. Затем выполняют точение наружной поверхности на токарном станке с вращением заготовки, центрируемой относительно оси станка в нескольких поперечных сечениях по предварительно выполненным опорным пояскам с постоянной по окружности толщиной стенки, расстояние между которыми определяют в зависимости от исходной непрямолинейности заготовки. Заготовку устанавливают в станке для растачивания таким образом, чтобы ее весовой прогиб в патронах и люнетах станка по величине соответствовал весовому прогибу ствола в орудии, растачивают, затем измеряют отклонение оси канала от прямолинейности, в зависимости от этой величины определяют по приведенной формуле положение на заготовке опорных поясков, на заготовке выполняют два опорных пояска с постоянной по окружности толщиной стенки, устанавливают заготовку опорными поясками на роликовые люнеты токарного станка, закрепляют центрами, установленными в патроне и в задней бабке токарного станка, и точат наружную поверхность ствола. 9 з.п. ф-лы, 4 табл., 1 ил.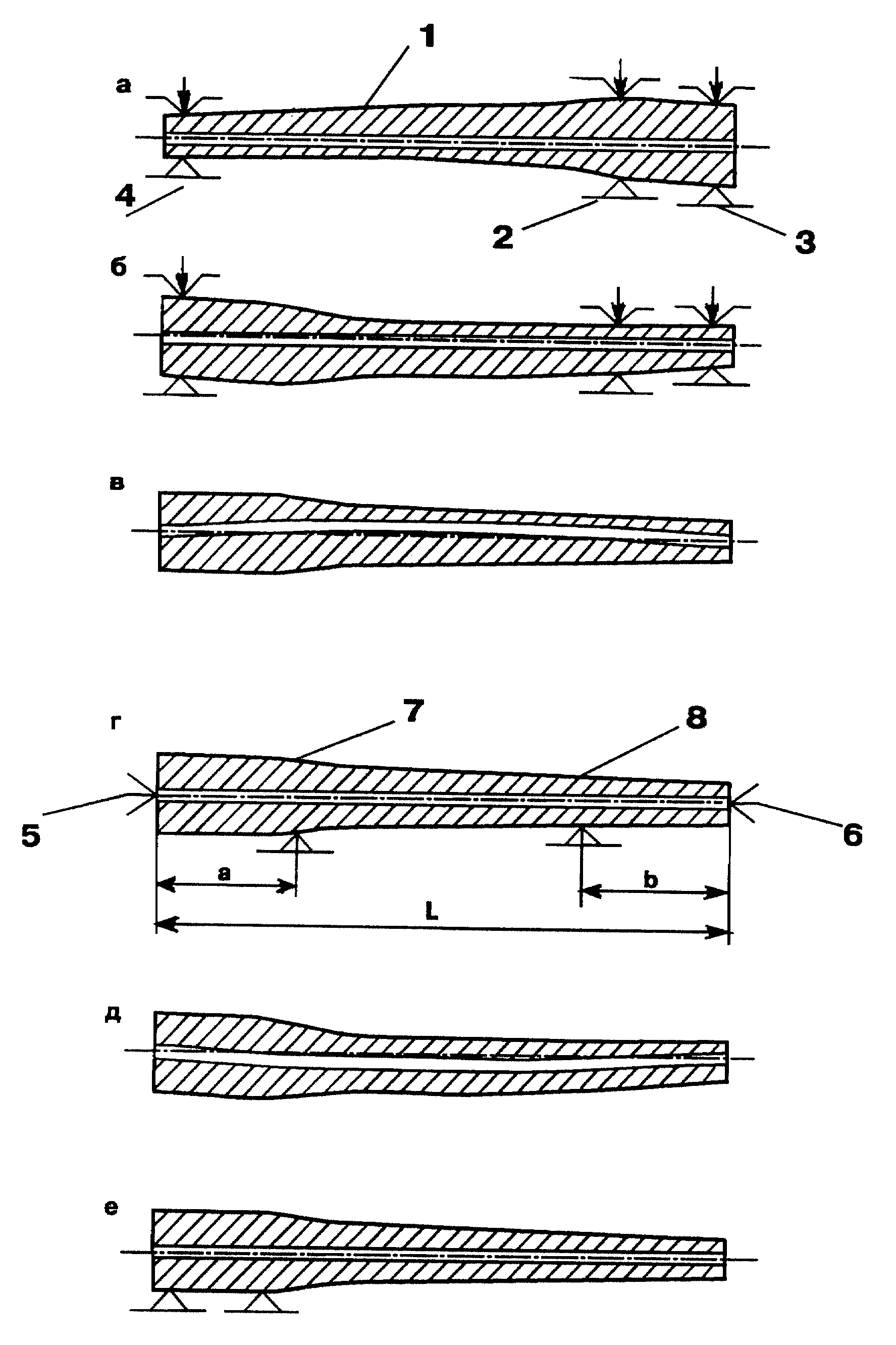
|
 Получить полное описание патента
Получить полное описание патента