|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ |  |
Номер публикации патента: 2167036 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23K009/04 | | Аналоги изобретения: | ГРОХОЛЬСКИЙ Н.Ф. и др. Восстановление деталей машин и механизмов сваркой и наплавкой. - 2 изд. - М. - Л.: Машиностроение, 1966, с.211 - 213. SU 260768, 14.05.1970. SU 1569133 A1, 07.06.1990. RU 2133660 C1, 27.07.1999. RU 2053067 C1, 27.01.1996. WO 90/09857 A1, 07.09.1990. |
| Имя заявителя: | ОАО "Пермский моторный завод" | | Изобретатели: | Столяров И.И.
Цыпков С.В. | | Патентообладатели: | ОАО "Пермский моторный завод" |
Реферат | |
Изобретение может быть использовано при наплавке в среде защитных газов на тонкостенные детали переменного профиля. Устанавливают дуговой промежуток между электродом и наплавляемой деталью, который составляет 2-8 диаметров электрода. Подачу высокочастотного разряда прекращают после возбуждения дуги. После прекращения горения первой дуги дуговой промежуток ионизирован. Следующая дуга возбуждается без подачи высокочастотного разряда. Количество возбуждаемых без подачи высокочастотного разряда дуг соответствует количеству импульсов тока в пакете импульсов. Капля электродного металла формируется за счет оплавления электрода при многократном возбуждении дуги. Способ позволяет снизить термическое влияние на основной металл за счет исключения накопления жидкой металлической ванны. 4 з.п. ф-лы, 9 ил.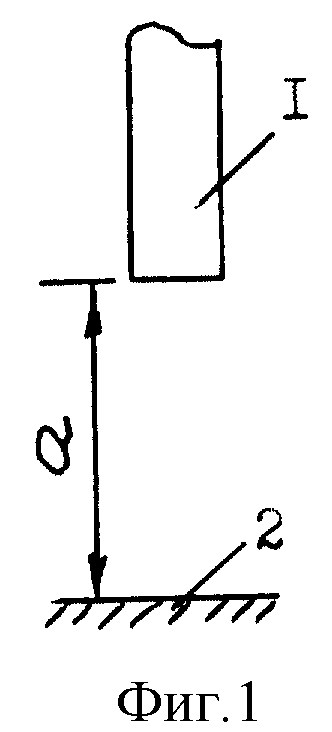
|
 Получить полное описание патента
Получить полное описание патента