|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ |  |
Номер публикации патента: 2167748 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B23G001/36 | | Аналоги изобретения: | Справочник шлифовщика / Под ред. П.С.Чистосердова - Минск: Высш.школа, 1981, с.59-60. Обработка металлов резанием. Справочник технолога / Под ред. А.А.Панова. - М.: Машиностроение, 1988, с.523-531. SU 1328170 A1, 07.08.1987. SU 944890, 23.06.1982. SU 1038034 A, 30.08.1983. SU 96056, 29.05.1951. DE 9516619 A1, 21.11.1985. |
| Имя заявителя: | Орловский государственный технический университет | | Изобретатели: | Степанов Ю.С.
Афонасьев Б.И.
Жилин Г.П.
Судъенко А.В.
Скачинская В.О. | | Патентообладатели: | Орловский государственный технический университет |
Реферат | |
Изобретение относится к машиностроению и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов методом охватывающего шлифования. Шлифовальный круг, охватывающий деталь, устанавливают с эксцентриситетом относительно оси обрабатываемой детали под углом, равным углу подъема витка винтовой поверхности. Сообщают ему вращение, перемещение в поперечном направлении и поступательное движение с продольной подачей, равной шагу винта. Перемещение круга в поперечном направлении осуществляют увеличением эксцентриситета на каждый двойной ход продольной подачи. Детали сообщают вращение вокруг своей оси со скоростью, отличной от скорости вращения шлифовального круга и связанной со скоростью его продольной подачи, в противоположном направлении. Обработку винтовой поверхности ведут последовательно, для чего используют охватывающий шлифовальный круг, который в поперечном сечении имеет внутреннюю рабочую поверхность в виде впадины и в виде выступа для обработки выступа и впадины винтовой поверхности соответственно. Использование способа ведет к повышению качества, производительности и точности обработки за счет устранения подрезания витков винта и расширению номенклатуры обрабатываемых изделий. 1 з.п. ф-лы, 4 ил.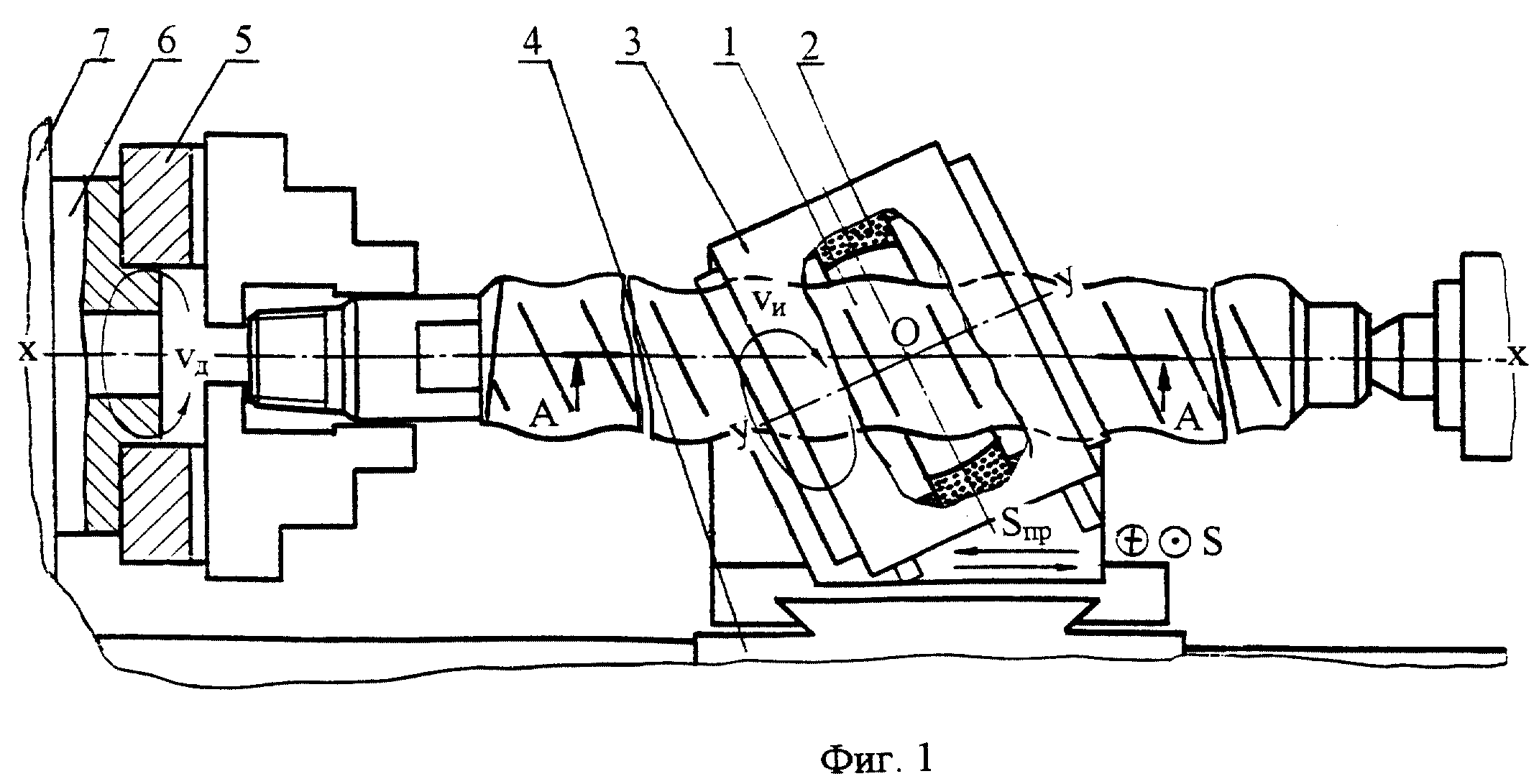
|
 Получить полное описание патента
Получить полное описание патента