|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ |  |
Номер публикации патента: 2176165 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21B001/02 | | Аналоги изобретения: | ФИЛИППОВ И.Н. и др. Атлас калибровок прокатных валков. - М.: Черметинформация, 1965, с.11,12. SU 1061860 A, 23.12.1983. SU 1784293 A1, 08.04.1991. SU 1360829 A1, 23.12.1987. SU 622514, 22.07.1978. SU 656678, 20.04.1979. RU 2126728 C1, 27.02.1999. US 6050122, 18.04.2000. FR 2418035, 21.09.1979. |
| Имя заявителя: | Республиканское унитарное предприятие "Белорусский металлургический завод" (BY) | | Изобретатели: | Бондаренко Александр Николаевич (BY)
Филиппов Вадим Владимирович (BY)
Гуляев Михаил Павлович (BY)
Дьяченко Юрий Владимирович (BY)
Тищенко Владимир Андреевич (BY) | | Патентообладатели: | Республиканское унитарное предприятие "Белорусский металлургический завод" (BY) |
Реферат | |
Изобретение относится к прокатному производству, а именно к способам прокатки заготовок в совмещенном виде с последующим разделением раската в линии стана и последующей двухниточной прокаткой, и может быть реализовано на обжимных дуореверсивных и заготовочных станах. Задача, решаемая изобретением, состоит в обеспечении одновременной прокатки сдвоенного раската в квадратных калибрах, повышении качества готового проката, в частности его макроструктуры, за счет проработки центральной зоны заготовки с высокими степенями деформации, и увеличении производительности стана. Нагретую заготовку прокатывают последовательно в ящичном, ромбическом и диагональном квадратном калибрах прокатного стана. После ящичного калибра заготовку прокатывают в фасонном разрезном калибре, имеющем форму двух овалов, соединенных перемычкой, при этом разделение сдвоенных квадратов производят в разрывном калибре гребнями ручьев круглой формы с радиусом R=(0,3-0,45)а, где а - сторона квадратной заготовки. Технический результат, достигаемый при использовании изобретения, состоит в исключении дефекта скручивания раската вокруг продольной оси в диагональных квадратах калибрах, исправлении дефектов макроструктуры слитка за счет уплотнения осевой пористости и полного удаления подусадочной ликвации по углероду. 3 ил.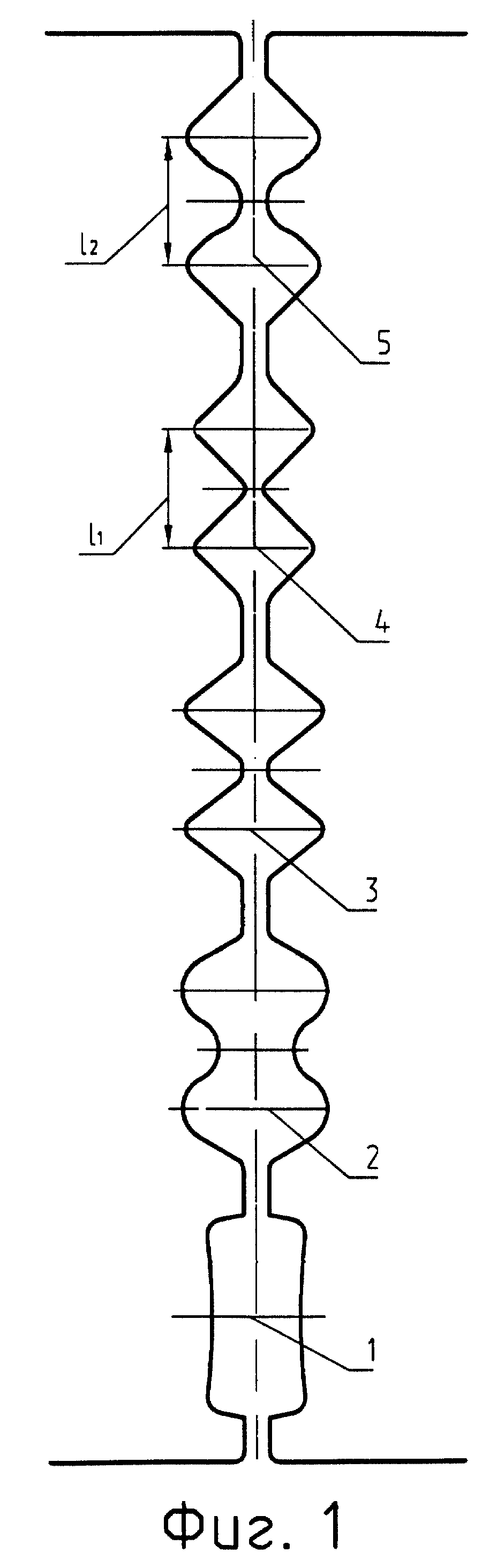
|
 Получить полное описание патента
Получить полное описание патента