|
На данной странице представлена ознакомительная часть выбранного Вами патента
Для получения более подробной информации о патенте (полное описание, формула изобретения и т.д.) Вам необходимо сделать заказ. Нажмите на «Корзину»
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ |  |
Номер публикации патента: 2164177 |  |
| Редакция МПК: | 7 | | Основные коды МПК: | B21B001/02 | | Аналоги изобретения: | SU 1061860 A, 23.12.1983. SU 1034797 A, 15.08.1983. RU 2055653 C1, 10.03.1996. RU 2104104 C1, 10.02.1998. RU 2126728 C1, 27.02.1999. SU 558723, 14.07.1977. SU 766678, 30.09.1980. DE 2705397 A1, 18.08.1977. US 4193283, 18.03.1980. US 4357819, 11.09.1982. |
| Имя заявителя: | ООО Научно-производственное предприятие "Инжмет" | | Изобретатели: | Кузьменко А.Г.
Лежнин Н.И. | | Патентообладатели: | ООО Научно-производственное предприятие "Инжмет" |
Реферат | |
Изобретение относится к прокатному производству и может быть использовано на проволочных, сортовых и обжимно-заготовочных прокатных станах. Задача изобретения - улучшение качества готовых профилей, получаемых посредством двухниточной прокатки-разделения, за счет уменьшения заусенцев в месте разделения сочлененных заготовок. Для этого перед разделением сочлененных заготовок с обеих сторон соединяющей их перемычки накатывают V-образные риски, которые при растяжении перемычки в разделяющем калибре ограничивают распространение пластической деформации сдвига по ширине перемычки, что обеспечивает адекватное уменьшение величины заусенцев в месте разрыва перемычки. Предлагаемый способ прокатки реализуется в прокатном стане, содержащем рабочую клеть с двухручьевым разделяющим калибром, рабочую клеть с двухручьевым формирующим калибром, выводную проводку за формирующим калибром. В соответствии с изобретением выводная проводка снабжена двумя неприводными накатывающими дисками с V-образной накатывающей частью. Диски смонтированы после пропусков путем совмещения накатывающих кромок обоих дисков с вертикальной плоскостью симметрии пропусков проводки. Зазор между накатывающими кромками дисков равен 0,4-0,8 толщины перемычки, соединяющей заготовки, и расположен симметрично относительно горизонтальной плоскости симметрии пропусков проводки. Внедрение предлагаемого технического решения даст возможность улучшить качество готового проката, не снижая при этом стойкости рабочих валков. 2 с.п. ф-лы, 9 ил.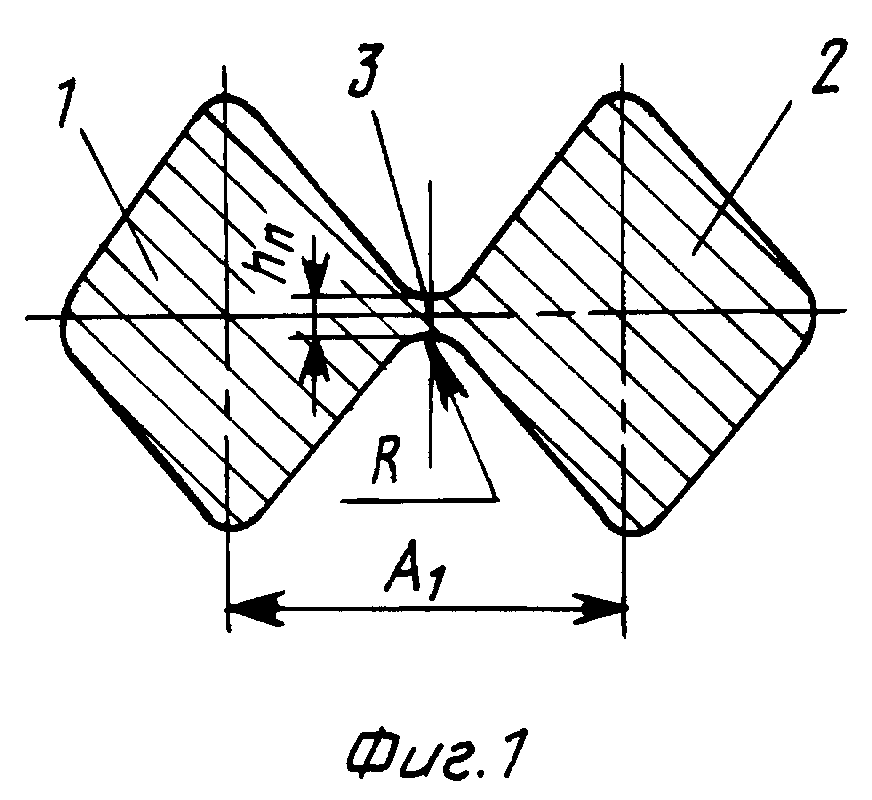
|
 Получить полное описание патента
Получить полное описание патента